

مقدمه
برش واترجت پلی کربنات، پلیکربنات (Polycarbonate – PC) یکی از پلیمرهای ترموپلاستیک مهندسی پرکاربرد است که به دلیل ترکیب منحصر به فردی از خواص، از جمله شفافیت بالا، مقاومت ضربهای فوقالعاده، استحکام خوب، و مقاومت حرارتی قابل قبول، در طیف وسیعی از صنایع مورد استفاده قرار میگیرد. از شیشههای ضد گلوله و صفحات محافظ گرفته تا قطعات خودرو، تجهیزات الکترونیکی، لنزهای عینک، و قطعات پزشکی، پلیکربنات مادهای حیاتی محسوب میشود.
پردازش پلیکربنات، بهویژه برش دقیق آن، برای بسیاری از کاربردها ضروری است. فرآیندهای برش سنتی مانند برش مکانیکی (با اره، فرز، یا تیغ) و برش حرارتی (مانند لیزر) برای پلیکربنات با چالشهای خاصی روبرو هستند:
- برش مکانیکی: میتواند باعث ایجاد تنشهای داخلی، ترک خوردگی (بهویژه در لبهها)، پلیسه (Burr)، و اعوجاج در قطعه شود. همچنین، سرعت برش محدود است و برای طرحهای پیچیده مناسب نیست.
- برش لیزر: اگرچه برای برش پلیمرها رایج است، اما پلیکربنات به دلیل حساسیت به حرارت، هنگام برش لیزر مستعد ذوب شدن، سوختگی لبه، ایجاد دود زیاد (که میتواند سمی باشد)، و تغییرات در خواص شفافیت و استحکام لبه باشد. همچنین، نیاز به تنظیم دقیق پارامترها برای جلوگیری از شکستگی قطعه دارد.
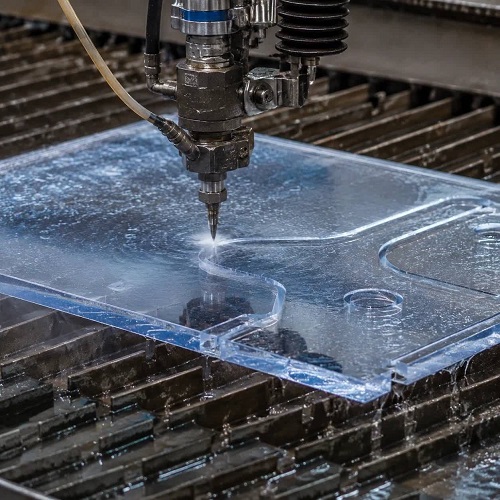
در این میان، برش واترجت (Waterjet Cutting) به عنوان یک روش پردازش سرد، مزایای قابل توجهی برای برش پلیکربنات ارائه میدهد. این روش با استفاده از جت آب پرفشار (معمولاً با یا بدون افزودن ساینده، بسته به ضخامت)، قادر به برش دقیق پلیکربنات بدون ایجاد حرارت، تنشهای مضر، یا آلودگی شیمیایی است. این راهنما به جنبههای عملیاتی، فنی، مزایا، محدودیتها، کاربردها و کنترل کیفیت برش واترجت پلیکربنات میپردازد.
چرا برش واترجت برای پلیکربنات مناسب است؟
پلیکربنات، اگرچه نسبتاً مقاوم است، اما مانند بسیاری از پلیمرها، به حرارت حساس بوده و برش آن با روشهای حرارتی میتواند منجر به مشکلاتی شود. برش واترجت این چالشها را برطرف میکند:
- عدم ایجاد حرارت (برش سرد): این مهمترین مزیت برش واترجت برای پلیکربنات است. جت آب، حرارتی به ماده منتقل نمیکند، بنابراین:
- جلوگیری از ذوب و تغییر خواص: لبه برش ذوب نمیشود، خواص مکانیکی (مانند مقاومت ضربهای) و شفافیت در نزدیکی لبه حفظ میشود.
- بدون دود یا گازهای سمی: برخلاف برش لیزر، هیچ دود یا گاز مضری تولید نمیشود که نیاز به سیستمهای مکش پیچیده داشته باشد.
- حفظ شفافیت: شفافیت ذاتی پلیکربنات در لبه برش کاملاً حفظ میشود.
- کیفیت لبه عالی: برش واترجت، لبههای بسیار صاف، تمیز، بدون پلیسه (Burr-free) و با حداقل شیب (Taper) تولید میکند. این امر نیاز به عملیات پرداخت ثانویه را به حداقل میرساند.
- برش اشکال پیچیده: با استفاده از سیستم CNC، برش واترجت قادر به برش طرحهای بسیار پیچیده، منحنیهای ظریف، گوشههای تیز، و جزئیات ریز روی ورقهای پلیکربنات است.
- قابلیت برش ضخامتهای مختلف: برش واترجت میتواند ورقهای پلیکربنات را از ضخامتهای بسیار نازک (کمتر از ۱ میلیمتر) تا ضخامتهای نسبتاً زیاد (تا بیش از ۵ سانتیمتر) برش دهد.
- عدم ایجاد تنش: فشار جت آب به گونهای کنترل میشود که تنشهای داخلی در ماده ایجاد نکند، که این امر از ترک خوردگی یا شکستگی جلوگیری میکند.
- انعطافپذیری: امکان تنظیم پارامترها برای انواع مختلف گریدهای پلیکربنات و ضخامتهای متفاوت.
اصول کارکرد دستگاه برش واترجت برای پلیکربنات
فرآیند برش واترجت برای پلیکربنات، بسته به ضخامت ماده، میتواند با آب خالص یا با آب و ساینده انجام شود:
- تولید فشار بالا: یک پمپ فشار بالا، آب را تا فشارهای معمولاً بین ۳۰۰۰ تا ۶۰۰۰ بار فشرده میکند.
- جریان متمرکز: آب پرفشار از یک نازل بسیار ریز (معمولاً از جنس یاقوت کبود یا الماس) عبور کرده و به یک جت فوقالعاده متمرکز با سرعت بالا تبدیل میشود.
- انتخاب نوع برش:
- برش با آب خالص (Pure Waterjet Cutting): برای برش ورقهای پلیکربنات نازک (معمولاً تا حدود ۳-۵ میلیمتر)، این روش بهترین کیفیت لبه را بدون ایجاد هیچگونه آلودگی یا تغییر در سطح ارائه میدهد. جت آب خالص انرژی کافی برای برش پلیمرهای نرم را دارد.
- برش با ساینده (Abrasive Waterjet Cutting): برای برش ورقهای پلیکربنات ضخیم (بیش از ۵-۶ میلیمتر) یا برای افزایش سرعت برش در ضخامتهای متوسط، از مخلوط آب با ذرات ساینده (مانند گارنت) استفاده میشود. در این حالت، ساینده به جت آب اضافه شده و قدرت برش را افزایش میدهد. با این حال، باید مراقب بود تا ذرات ساینده با سطح پلیکربنات که ممکن است برای کاربردهای نوری مهم باشد، تداخل ایجاد نکنند.
- برش قطعه: جت آب (یا مخلوط آب و ساینده) با سرعت بالا روی سطح ورق پلیکربنات متمرکز شده و با فرسایش مکانیکی، ماده را جدا میکند.
- کنترل حرکت: هد برش توسط سیستم CNC در مسیرهای از پیش تعیینشده (بر اساس فایل CAD/CAM) حرکت داده میشود تا شکل مورد نظر ایجاد شود.
- جمعآوری: آب و ساینده مصرفی (در صورت استفاده) از زیر قطعه عبور کرده و در مخزن زیرین میز کار جمعآوری میشوند.
پارامترهای کلیدی در برش واترجت پلیکربنات
تنظیم دقیق پارامترها برای دستیابی به بهترین نتایج در برش پلیکربنات ضروری است:
الف. نوع برش (آب خالص یا ساینده):
- آب خالص: برای ضخامتهای کم (تا حدود ۳-۵ میلیمتر)؛ بهترین کیفیت لبه، بدون آلودگی.
- ساینده: برای ضخامتهای متوسط و زیاد (بیش از ۵ میلیمتر)؛ سرعت برش بالاتر، اما احتمال ایجاد خراش سطحی یا باقی ماندن ساینده.
- فشار آب (Water Pressure): بسته به ضخامت و نوع برش (آب خالص یا ساینده). فشارهای بالاتر برای ضخامتهای بیشتر یا مواد سختتر لازم است.
ب. نوع و اندازه نازل (Nozzle Size): نازلهای کوچکتر (۰.۱ تا ۰.۲ میلیمتر) برای برش با آب خالص و جزئیات بالا، و نازلهای کمی بزرگتر (۰.۳ تا ۰.۵ میلیمتر) برای برش ساینده استفاده میشوند.
ج. نوع و اندازه ساینده (Abrasive Type & Size – در صورت استفاده): گارنت با مشهای مختلف (معمولاً ۱۲۰ مش) رایج است. برای پلیکربنات، استفاده از ساینده با دانه بندی ریز توصیه میشود تا کمترین آسیب سطحی ایجاد شود.
د. نرخ جریان ساینده (Abrasive Flow Rate – در صورت استفاده): تنظیم این نرخ بر سرعت و کیفیت برش تأثیر دارد.
م. سرعت برش (Cutting Speed): این پارامتر بسیار مهم است.
ه. برش با آب خالص: سرعت نسبتاً بالا امکانپذیر است، اما باید تنظیم شود تا از ایجاد “نوار” (Ribbing) یا لبه ناصاف جلوگیری شود.
ر. برش ساینده: سرعت کمتر نسبت به آب خالص برای ضخامتهای مشابه، اما سریعتر از برش مکانیکی.
ی. تکنیک سوراخکاری (Piercing Technique): برای شروع برش در وسط قطعه، تکنیک کاهش تدریجی فشار (Progressive Piercing) برای جلوگیری از ایجاد ترک یا حفره در نقطه شروع ضروری است.
ز. ارتفاع هد برش (Standoff Distance): تنظیم دقیق این فاصله برای دستیابی به بهترین کیفیت لبه و دقت ضروری است. معمولاً برای پلیمرها، ارتفاع کم (۰.۵ تا ۱.۵ میلیمتر) ترجیح داده میشود.
و. زاویه برش (Bevel Cutting): با تنظیم زاویه هد برش، میتوان لبههای پخ (Bevel) ایجاد کرد.
مزایای برش واترجت پلیکربنات
برش واترجت مزایای کلیدی زیر را برای پردازش پلیکربنات ارائه میدهد:
- حفظ خواص ماده: عدم وجود حرارت، تضمین میکند که خواص مکانیکی (استحکام ضربهای)، شفافیت، و خواص حرارتی پلیکربنات در لبه برش تغییر نمیکند.
- کیفیت لبه عالی: تولید لبههای بسیار صاف، تمیز، بدون پلیسه، بدون ذوب، و بدون تنش. این امر نیاز به عملیات پرداخت ثانویه را به حداقل میرساند.
- دقت ابعادی بالا: قابلیت برش قطعات با تلرانسهای بسیار دقیق، که برای کاربردهای اپتیکی و مونتاژ حیاتی است.
- برش طرحهای پیچیده و ظریف: امکان ایجاد هندسههای پیچیده، سوراخهای کوچک، و جزئیات بسیار ریز.
- قابلیت برش ضخامتهای مختلف: از ورقهای نازک تا قطعات ضخیم، بدون نیاز به تعویض ابزار.
- بدون دود و آلودگی: برخلاف برش لیزر، هیچ دود یا گاز مضری تولید نمیشود. در صورت استفاده از آب خالص، هیچ آلودگی شیمیایی نیز وجود ندارد.
- عدم ایجاد تنش: جلوگیری از ترک خوردگی یا شکستگی ناشی از تنشهای داخلی.
- انعطافپذیری: قابلیت برش انواع مختلف پلیکربنات و تنظیم پارامترها برای بهینهسازی فرآیند.
محدودیتها و چالشهای برش واترجت پلیکربنات
هرچند برش واترجت بسیار مؤثر است، اما محدودیتهایی نیز دارد:
- هزینه عملیاتی: هزینه مصرف آب، برق (برای پمپ فشار بالا)، و در صورت استفاده، هزینه ساینده و استهلاک قطعات (نازل، سوراخکننده) میتواند بالا باشد.
- سرعت نسبتاً پایین (در مقایسه با لیزر برای ضخامت کم): برای ورقهای پلیکربنات بسیار نازک (زیر ۱-۲ میلیمتر)، برش لیزر ممکن است سرعت بالاتری ارائه دهد.
- احتمال ایجاد خراش سطحی (با ساینده): در صورت استفاده از برش ساینده، ممکن است سطح پلیکربنات دچار خراشهای ظریف شود که برای کاربردهای اپتیکی حساس، مطلوب نیست.
- نیاز به خشک کردن قطعه: قطعات برشخورده با آب، مرطوب هستند و ممکن است نیاز به فرآیند خشک کردن داشته باشند.
- سروصدای بالا: فرآیند برش میتواند پر سروصدا باشد.
مقایسه برش واترجت با سایر روشها برای پلیکربنات
| ویژگی | برش واترجت (آب خالص) | برش واترجت (ساینده) | برش لیزر | برش مکانیکی (اره، فرز) |
|---|---|---|---|---|
| حرارت | ندارد (سرد) | ندارد (سرد) | دارد (حرارتی) | ندارد |
| کیفیت لبه | عالی (صاف، بدون پلیسه، شفاف) | خوب (ممکن است خراش سطحی داشته باشد) | متوسط (ممکن است ذوب، سوختگی، یا لبه ناصاف داشته باشد) | متوسط (ممکن است پلیسه، ترک، یا تنش داشته باشد) |
| تغییر خواص | ندارد | ندارد | دارد (در لبه برش) | ندارد |
| شفافیت لبه | کامل | خوب (ممکن است کمی مات شود) | متغیر (ممکن است کاهش یابد) | کامل |
| تنش در ماده | کم | کم | کم تا متوسط | متوسط تا زیاد |
| پیچیدگی طرح | عالی | عالی | خوب | محدود |
| ضخامت برش | متنوع (بهویژه نازک تا متوسط) | متنوع (بهویژه متوسط تا ضخیم) | محدود (برای پلیمرها) | متوسط |
| سرعت | متوسط | خوب | بسیار بالا (برای ضخامت کم) | خوب (برای اشکال ساده) |
| آلودگی/دود | فقط رطوبت | رطوبت + ذرات ساینده | دود + گازهای بالقوه سمی | ذرات پلاستیک |
| کاربرد اصلی | دقت بالا، شفافیت کامل، طرحهای پیچیده، ضخامت کم | برش ضخیم، طرحهای پیچیده، سرعت مناسب | برش سریع قطعات نازک، تولید انبوه (با احتیاط) | برشهای ساده، قطعات حجیم، مقرون به صرفه (با دقت کم) |
نتیجهگیری مقایسه: برای کاربردهایی که شفافیت کامل لبه، عدم وجود تنش، و کیفیت لبه عالی اولویت دارد (مانند قطعات اپتیکی، محافظهای شفاف دقیق، یا قطعات پزشکی)، برش واترجت با آب خالص بهترین گزینه برای پلیکربنات است. برای ضخامتهای بیشتر که سرعت نیز اهمیت دارد، برش واترجت ساینده جایگزین خوبی است، اما باید به احتمال خراش سطحی توجه کرد. برش لیزر به دلیل مشکلات مربوط به ذوب و دود، برای پلیکربنات کمتر توصیه میشود، مگر در موارد خاص و با کنترل دقیق پارامترها. برش مکانیکی برای قطعات بزرگ و ساده که دقت لبه اهمیت کمتری دارد، میتواند مقرون به صرفه باشد.
کاربردهای برش واترجت پلیکربنات
با توجه به مزایای برش واترجت، پلیکربنات برشخورده با این روش در صنایع متعددی کاربرد دارد:
- صنایع اپتیکی و نمایشگرها:
- برش دقیق لنزها، صفحات هدایت نور (Light Guide Plates)، و difusers برای نمایشگرهای LCD و LED.
- تولید قطعات اپتیکی سفارشی که نیاز به شفافیت کامل لبه دارند.
- صنایع الکترونیک و مخابرات:
- برش محفظهها (Housings) و پنلهای جلویی دستگاههای الکترونیکی.
- ساخت قطعات عایق و محافظ برای بردهای الکترونیکی.
- برش قطعات برای تجهیزات مخابراتی.
- صنایع خودروسازی:
- برش چراغهای جلو و عقب خودرو (کاورها و لنزها).
- تولید قطعات داخلی کابین که نیاز به دقت بالا دارند.
- برش صفحات محافظ.
- صنایع پزشکی:
- برش قطعات تجهیزات پزشکی که نیاز به دقت، بهداشت، و عدم وجود تنش دارند.
- ساخت قطعات شفاف برای دستگاههای تشخیصی.
- ایمنی و حفاظتی:
- برش صفحات محافظ و شیشههای ضد گلوله (اگرچه در این موارد معمولاً از لمینیت پلیکربنات با مواد دیگر استفاده میشود).
- ساخت کلاه ایمنی و محافظ صورت.
- هنر و طراحی:
- برش طرحهای پیچیده برای کاربردهای دکوراتیو و هنری.
- ساخت مدلها و نمونههای اولیه.
بهینهسازی فرآیند و کیفیت لبه
برای دستیابی به بهترین کیفیت در برش پلیکربنات با واترجت:
- انتخاب روش برش مناسب (آب خالص یا ساینده): برای ضخامتهای کمتر از ۳-۵ میلیمتر، آب خالص بهترین نتیجه را میدهد. برای ضخامتهای بیشتر، برش ساینده سرعت بالاتری دارد اما نیاز به دقت در انتخاب پارامترها برای جلوگیری از خراش دارد.
- تنظیم دقیق سرعت برش: سرعت برش باید به گونهای باشد که جت آب بهطور کامل ماده را برش دهد، اما از ایجاد “نوار” (Ribbing)، ذوب جزئی، یا ترک خوردگی جلوگیری کند. معمولاً سرعت بالاتر منجر به لبه صافتر میشود، اما باید تعادل برقرار شود.
- کنترل فشار آب: فشار باید متناسب با ضخامت و سختی ماده تنظیم شود.
- استفاده از نازل و سوراخکننده با کیفیت: نازلهای دقیق و بدون نقص برای ایجاد جت پایدار ضروری هستند.
- بهینهسازی مسیر برش: استفاده از تکنیکهایی مانند “lead-in” و “lead-out” برای شروع و پایان برش و همچنین بهینهسازی مسیر برای قطعات داخلی و خارجی.
- خنککاری: در صورت استفاده از برش ساینده یا در ضخامتهای بالا، اطمینان از خنککاری مناسب جت آب میتواند به کاهش احتمال ذوب جزئی کمک کند.
- تست و تنظیم: برای هر ضخامت و گرید پلیکربنات، انجام تستهای برش با پارامترهای مختلف برای یافتن تنظیمات بهینه ضروری است.
جنبههای اقتصادی
برش واترجت پلیکربنات، با وجود هزینههای عملیاتی، از جنبههای زیر میتواند اقتصادی باشد:
- کاهش مراحل تولید: حذف نیاز به پرداخت لبه، سنگزنی، یا حذف پلیسه، زمان و هزینه تولید را به شدت کاهش میدهد.
- دقت بالا: تولید قطعات با ابعاد دقیق، نیاز به بازکاری یا دور ریختن قطعات معیوب را به حداقل میرساند.
- قابلیت برش طرحهای پیچیده: امکان تولید قطعات سفارشی و طرحهای خاص بدون نیاز به ابزارسازی گرانقیمت.
- کاهش ضایعات: دقت بالا و برش باریک (Kerf)، منجر به استفاده بهینه از مواد میشود.
- عدم ایجاد تنش: جلوگیری از شکستگی قطعات گرانقیمت در حین پردازش.
کنترل کیفیت و تضمین دقت
برای اطمینان از کیفیت قطعات برشخورده پلیکربنات:
- تأیید فایل CAD/CAM: بررسی دقیق طرح و پارامترهای برش.
- بازرسی چشمی لبه: بررسی صافی، تمیزی، شفافیت، عدم وجود پلیسه، ذوب، یا ترک.
- اندازهگیری ابعادی: استفاده از ابزارهای دقیق برای تأیید ابعاد و تلرانسها.
- تست شفافیت: بررسی شفافیت لبه در صورت اهمیت برای کاربرد.
- بررسی سطحی (در صورت استفاده از ساینده): اطمینان از حداقل خراش سطحی.
- تست مقاومت ضربهای (در کاربردهای حساس): تأیید اینکه خواص مکانیکی حفظ شده است.
نکات ایمنی
ایمنی در کار با دستگاه برش واترجت پلیکربنات، مشابه سایر مواد، حیاتی است:
- محافظت از چشم و شنوایی: استفاده از عینک ایمنی و گوشی صداگیر الزامی است.
- جلوگیری از تماس با جت آب: جت آب پرفشار بسیار خطرناک است. هرگز به جت آب نزدیک نشوید.
- مدیریت آب: اطمینان از تخلیه مناسب آب و جلوگیری از لغزندگی محیط کار.
- استفاده از تهویه مناسب: اگرچه برش واترجت دود تولید نمیکند، اما در صورت استفاده از گریدهای خاص پلیکربنات یا در صورت بروز خطای عملیاتی، اطمینان از تهویه مناسب محیط کار توصیه میشود.
جمعبندی
برش واترجت، بهویژه با استفاده از تکنیک آب خالص، یک روش پردازش ایدهآل و بسیار مؤثر برای پلیکربنات (PC) است. این روش قادر است قطعاتی با کیفیت لبه عالی، شفافیت کامل، دقت ابعادی بالا، و بدون ایجاد تنش یا تغییر در خواص ماده تولید کند. این ویژگیها، برش واترجت را به گزینهای برتر برای صنایع اپتیکی، الکترونیک، پزشکی، خودروسازی، و کاربردهای ایمنی تبدیل کرده است. با تنظیم دقیق پارامترها، انتخاب روش برش مناسب (آب خالص یا ساینده بسته به ضخامت)، و رعایت نکات ایمنی، میتوان از این تکنولوژی قدرتمند برای پردازش پلیکربنات با بالاترین کیفیت بهره برد.



{kind=link}
{kind=link}
{kind=link}
Leave A Comment