

مقدمه
برش لیزر لوله و پروفیل یکی از دقیقترین و پرکاربردترین روشهای ماشینکاری در صنعت فلزات است که برای ایجاد برشهای تمیز، سوراخکاریهای دقیق، شیارها، زوایا، اتصالات آماده مونتاژ و فرمهای پیچیده روی مقاطع توخالی یا چندوجهی استفاده میشود. این روش در سالهای اخیر به یکی از استانداردهای اصلی تولید در بسیاری از صنایع تبدیل شده، زیرا توانایی دارد با سرعت بالا و دقت زیاد، قطعاتی تولید کند که هم از نظر ظاهری کیفیت بالایی دارند و هم از نظر هندسی برای مونتاژ دقیق آمادهاند. لولهها و پروفیلها در سازههای فلزی، تجهیزات صنعتی، مبلمان فلزی، ماشینآلات، تابلوها، قابها، شاسیها، تجهیزات پزشکی، قطعات خودرو، صنایع دکوراتیو و بسیاری حوزههای دیگر حضور دارند. وقتی این قطعات نیاز به برشهای خاص و دقیق داشته باشند، برش لیزر نسبت به روشهای سنتی مانند ارهکاری، پانچ، سوراخکاری دستی یا برش حرارتی معمولی، مزیتهای زیادی ارائه میدهد.
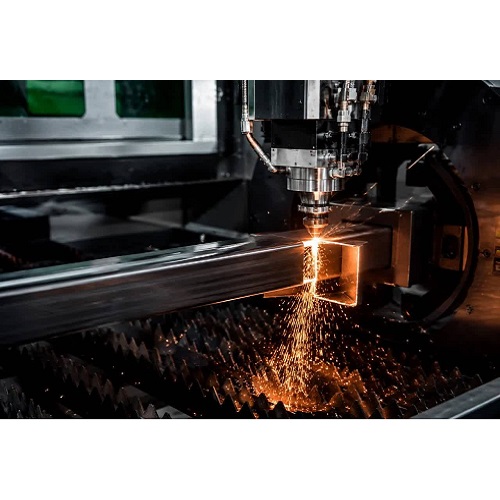
در این روش، پرتوی لیزر بهوسیله سیستم اپتیکی و هد برش روی سطح لوله یا پروفیل متمرکز میشود و با ذوب، تبخیر یا اکسیداسیون کنترلشده ماده را جدا میکند. نتیجهی این فرآیند، برشی با دقت بالا، لبهای نسبتاً صاف، اعوجاج کم و قابلیت تکرار زیاد است. همین ویژگیها باعث شده است که برش لیزر لوله و پروفیل نهتنها در صنایع بزرگ، بلکه در کارگاههای تولیدی کوچک و متوسط نیز جایگاه مهمی پیدا کند.
اهمیت برش لیزر در تولید لوله و پروفیل
لوله و پروفیل به دلیل شکل هندسی خاص خود، نسبت به ورقهای تخت چالشهای بیشتری در برش دارند. سطح مقطع، ضخامت دیواره، طول قطعه، تابیدگی احتمالی، نیاز به چرخش دقیق در حین برش و محل قرارگیری قطعه در دستگاه، همگی بر کیفیت نهایی اثر میگذارند. در روشهای سنتی، برای ایجاد برشهای مختلف روی لوله یا پروفیل معمولاً به چند عملیات جداگانه نیاز است: اندازهگیری، علامتگذاری، برش اولیه، سوراخکاری، پرداخت لبه، و در نهایت مونتاژ. این فرآیند زمانبر است و امکان خطای انسانی را افزایش میدهد. اما در برش لیزر، بسیاری از این مراحل بهصورت یکپارچه انجام میشوند و قطعه نهایی با دقت بسیار بالاتری آماده میشود.
مزیت مهم دیگر این روش، امکان اجرای طرحهای پیچیده است. در بسیاری از پروژههای صنعتی، محل اتصال لولهها و پروفیلها باید دقیقاً مطابق زاویه و فرم خاصی آماده شود تا هنگام جوشکاری یا پیچومهرهکردن، قطعات بدون فاصله و با کمترین اصلاح دستی کنار هم قرار بگیرند. برش لیزر میتواند این نیاز را بهصورت استاندارد برآورده کند. علاوه بر این، برای تولید انبوه یا نیمهانبوه، برش لیزر باعث کاهش ضایعات، افزایش سرعت تولید و یکنواختی قطعات میشود.
لوله و پروفیل چیست و چرا برش آنها متفاوت است؟
پیش از بررسی روش برش، لازم است تفاوت لوله و پروفیل مشخص شود. لوله معمولاً مقطع دایرهای دارد و برای انتقال سیال، سازههای سبک، شاسیها، فریمها و کاربردهای عمومی استفاده میشود. پروفیل اما میتواند مقاطع مربعی، مستطیلی، بیضوی، چندوجهی یا فرمهای خاص دیگر داشته باشد. هر کدام از این مقاطع در زمان برش، نیازمند تنظیمات و فیکسچر مناسب هستند.
در لولههای گرد، چرخش قطعه اهمیت بسیار زیادی دارد، زیرا دستگاه باید هد لیزر را نسبت به موقعیت زاویهای قطعه هماهنگ کند. در پروفیلهای مربعی و مستطیلی، به دلیل سطوح تخت، برش و فیکس کردن سادهتر به نظر میرسد، اما همچنان کنترل زاویه، راستای قطعه و تلرانس ابعادی اهمیت دارد. همچنین در پروفیلهای خاص، بهخصوص قطعات با سطح مقطع غیرمتقارن، نرمافزار و ماشین باید بهدقت با هندسه قطعه هماهنگ شوند تا خطاهای ناشی از چرخش یا جابهجایی به حداقل برسد.
کاربردهای صنعتی برش لیزر لوله و پروفیل
برش لیزر در این حوزه کاربردهای بسیار گستردهای دارد. در صنعت سازه و ساختمان، برای ساخت فریمها، ستونها، نردهها، قابها، پایهها، خرپاها و اتصالات فلزی استفاده میشود. در صنعت مبلمان و دکوراسیون، پروفیلها و لولهها برای ساخت میز، صندلی، قفسه، استند، ویترین و سازههای تزئینی بهکار میروند. همچنین در صنایع خودرویی و حملونقل، این روش برای ساخت شاسی، فریم، براکت، نگهدارنده و قطعات تقویتی اهمیت دارد. در ماشینآلات صنعتی نیز بسیاری از فریمها، گاردها، نگهدارندهها و شاسیها از لوله و پروفیل ساخته میشوند و به برش دقیق نیاز دارند.
در حوزه تجهیزات پزشکی و آزمایشگاهی، دقت و تمیزی برش اهمیت بیشتری پیدا میکند، زیرا مونتاژ قطعات باید بدون لبههای تیز و با انطباق بالا انجام شود. همچنین در صنایع کشاورزی، سازههای فلزی و ادوات، برش لیزر برای آمادهسازی قطعات اتصال و فریمهای مقاوم مورد استفاده قرار میگیرد. حتی در پروژههای هنری و معماری نیز از برش لیزر برای ساخت فرمهای خاص و قطعات دکوراتیو بهره میبرند.
اجزای اصلی سیستم برش لیزر لوله و پروفیل
یک سیستم برش لیزر لوله و پروفیل معمولاً از چند بخش مهم تشکیل شده است. اول، منبع لیزر که میتواند فایبر لیزر باشد و انرژی لازم برای برش را تولید میکند. دوم، هد برش که پرتو لیزر را متمرکز کرده و همراه با گاز کمکی و سیستم فوکوس روی قطعه اعمال میکند. سوم، سیستم مکانیکی و CNC که وظیفه جابهجایی دقیق محورهای دستگاه را بر عهده دارد. چهارم، چاک یا فیکسچر نگهدارنده لوله و پروفیل که قطعه را در طول برش ثابت و هممحور نگه میدارد. پنجم، نرمافزار کنترل و برنامهریزی که مسیر برش، زاویهها، سرعت، توان و ترتیب عملیات را مشخص میکند. همچنین سیستمهای خنککاری، تخلیه دود، جمعآوری ضایعات و کنترل ایمنی نیز بخش مهمی از مجموعه هستند.
در دستگاههای حرفهای، وجود دو چاک یا چندین نقطه نگهدارنده برای کنترل بهتر قطعه بسیار مهم است. اگر لوله بلند یا سنگین باشد، بدون ساپورت مناسب ممکن است دچار لرزش، خمشدگی یا خطای چرخش شود. بنابراین طراحی مکانیکی دستگاه نقش زیادی در کیفیت خروجی دارد.
فرآیند برش لیزر لوله و پروفیل چگونه انجام میشود؟
فرآیند برش با وارد کردن فایل طراحی قطعه آغاز میشود. در این فایل، موقعیت سوراخها، شیارها، زاویه برش، محل قطعات اتصال، طول نهایی و سایر جزئیات مشخص میشود. سپس دستگاه، قطعه خام را از انبار ورودی دریافت کرده و آن را در چاک یا گیره نگهدارنده قرار میدهد. پس از تنظیم طول و راستا، نرمافزار بر اساس برنامه از پیش تعیینشده، مسیر برش را اجرا میکند.
هد لیزر با حرکت دقیق در راستای محورهای مختلف و در صورت نیاز با هماهنگی چرخش قطعه، پرتو را روی ناحیه موردنظر متمرکز میکند. در این زمان، انرژی لیزر ماده را ذوب یا تبخیر میکند و گاز کمکی مانند اکسیژن، نیتروژن یا هوای فشرده مذاب را از محل برش خارج میسازد. نتیجه، یک شکاف باریک و دقیق است که بر اساس طرح CAD/CAM شکل گرفته است. پس از پایان عملیات، قطعه از دستگاه خارج میشود و برای مراحل بعدی مانند جوشکاری، مونتاژ، پرداخت یا رنگ آماده است.
انواع برشها و عملیات قابل اجرا
برش لیزر لوله و پروفیل فقط برای قطع کردن ساده قطعه استفاده نمیشود، بلکه میتواند طیف گستردهای از عملیات را انجام دهد. از جمله این عملیات میتوان به موارد زیر اشاره کرد:
- برش انتهای لوله برای اتصال زاویهدار
- ایجاد شیار و پخ برای جوشکاری
- سوراخکاری دقیق روی جداره
- ایجاد پنجره یا بازشو
- برش شکلهای خاص برای اتصالات ماژولار
- ایجاد زبانه و شیار برای مونتاژ
- برش مورب یا زاویهدار
- برش الگوهای تکرارشونده روی پروفیل
- علامتگذاری، حکاکی یا شمارهگذاری قطعات
این تنوع باعث میشود که بسیاری از عملیات جانبی که قبلاً با ابزارهای متعدد انجام میشدند، اکنون در یک مرحله و با یک دستگاه صورت گیرند.
مزایای برش لیزر لوله و پروفیل
یکی از اصلیترین مزایا، دقت بالا است. در پروژههایی که قطعات باید دقیقاً در کنار هم قرار بگیرند، این دقت اهمیت حیاتی دارد. مزیت دوم، تکرارپذیری است؛ یعنی اگر یک قطعه هزار بار تکرار شود، خروجیها تا حد زیادی یکسان خواهند بود. این ویژگی در تولید انبوه بسیار ارزشمند است.
مزیت دیگر، کاهش نیاز به پرداخت ثانویه است. چون لبههای برش تمیزتر هستند، زمان کمتری برای سنگزنی یا اصلاح دستی صرف میشود. همچنین سرعت تولید نسبت به روشهای سنتی بالاتر است، بهخصوص زمانی که طرحها پیچیده باشند. کاهش خطای انسانی نیز از مزایای مهم این روش است، چون بسیاری از کارها توسط نرمافزار و CNC کنترل میشوند. علاوه بر این، صرفهجویی در مواد اولیه بهواسطه کاهش پرت و ضایعات، و آزادی طراحی بیشتر برای مهندسان و طراحان، از دیگر امتیازهای مهم این روش هستند.
محدودیتها و چالشها
با وجود مزایا، برش لیزر لوله و پروفیل محدودیتهایی هم دارد. نخست اینکه هزینه اولیه دستگاه نسبتاً بالاست و برای برخی کارگاههای کوچک، سرمایهگذاری سنگینی به شمار میرود. دوم، اپراتور باید با نرمافزار، تنظیمات فنی، نوع متریال و اصول ایمنی آشنا باشد. سوم، در قطعات بسیار ضخیم یا آلیاژهای خاص، کیفیت برش ممکن است به پارامترهای بسیار دقیق وابسته شود.
چالش دیگر، کنترل تاب و خمیدگی قطعه است. اگر لوله یا پروفیل اولیه کیفیت پایینی داشته باشد، برش دقیق هم ممکن است تحت تأثیر قرار گیرد. همچنین برای بعضی هندسهها، نیاز به فیکسچر و ساپورت ویژه وجود دارد. از سوی دیگر، تنظیمات نادرست در توان لیزر، سرعت، فشار گاز یا فوکوس میتواند باعث ایجاد پلیسه، سوختگی، اکسیداسیون اضافی یا تغییر شکل لبه شود.
متریالهای قابل برش
برش لیزر لوله و پروفیل معمولاً روی فلزات مختلف انجام میشود. فولاد کربنی یکی از رایجترین متریالهاست و بهدلیل واکنش مناسب با لیزر و هزینه مناسب، کاربرد گستردهای دارد. استیل ضدزنگ نیز بهخوبی برش میخورد، بهویژه زمانی که از گاز نیتروژن برای برش تمیز استفاده شود. آلومینیوم هم قابل برش است، اما به دلیل بازتاب بالاتر و خواص حرارتی خاص، تنظیمات دقیقتری میطلبد. مس و برنج نیز در برخی موارد قابل برش هستند، هرچند چالشهای فنی بیشتری دارند. ضخامت، نوع آلیاژ و کیفیت سطح متریال همگی در نتیجه نهایی اثر میگذارند.
برای پروفیلهای خاص، باید توجه داشت که ضخامت یکنواخت نباشد یا سطح داخلی دارای تنشهای پنهان باشد. این موضوع ممکن است در کیفیت برش اثر بگذارد. همچنین پوششهای سطحی مانند گالوانیزه یا رنگ ممکن است روی نتیجه برش تأثیر بگذارند و باید در تنظیمات لحاظ شوند.
نقش نرمافزار در دقت برش
نرمافزار در برش لیزر لوله و پروفیل، فقط یک ابزار جانبی نیست، بلکه بخش اصلی فرآیند محسوب میشود. طراحی قطعه معمولاً در نرمافزارهای CAD انجام میشود و سپس برای تولید به فرمت مناسب CAM منتقل میشود. در این مرحله، مسیر حرکت، ترتیب برش، نوع سوراخها، جهت حرکت هد، جبران ضخامت برش و سرعت اجرا تعیین میشود.
برای لوله و پروفیل، نرمافزار باید توانایی تبدیل هندسه دوبعدی به مسیرهای سهبعدی هماهنگ با چرخش قطعه را داشته باشد. همین موضوع باعث میشود برنامهنویسی این نوع برش پیچیدهتر از برش ورق تخت باشد. اگر طراحی درست نباشد، حتی دستگاه دقیق هم نمیتواند خروجی مطلوب بدهد. بنابراین اپراتور یا برنامهنویس باید با منطق هندسه قطعات و اصول ساخت آشنا باشد.
فیکسچر و نگهداری قطعه
یکی از عناصر بسیار مهم در کیفیت برش، نحوه نگهداری قطعه است. اگر لوله یا پروفیل بهدرستی در دستگاه فیکس نشود، هرگونه لرزش یا چرخش ناخواسته باعث خطا در برش میشود. برای همین، سیستمهای چاک، رولر ساپورت، گیرههای متحرک و ساپورتهای کمکی در دستگاههای حرفهای اهمیت زیادی دارند.
در لولههای بلند، وزن قطعه میتواند باعث افتادگی در وسط شود. اگر این افتادگی کنترل نشود، فاصله هد با سطح ثابت نمیماند و کیفیت برش افت میکند. همچنین در قطعات سبک یا نازک، فشار زیاد گیره میتواند باعث تغییر شکل شود. بنابراین باید میان استحکام نگهداری و عدم آسیب به قطعه تعادل برقرار شود.
برش برای مونتاژ و اتصال
یکی از مهمترین کاربردهای برش لیزر در لوله و پروفیل، آمادهسازی قطعات برای مونتاژ است. مثلاً در سازههای فلزی، قطعات باید با زاویه خاصی بریده شوند تا هنگام اتصال، سطح تماس کاملتری داشته باشند. این موضوع در جوشکاری بسیار اهمیت دارد، چون کیفیت جوش، استحکام نهایی و ظاهر سازه را بهبود میدهد.
برشهای آمادهساز اتصال میتوانند باعث شوند که قطعات بدون نیاز به اصلاح زیاد در محل نصب شوند. در واقع برش لیزر کمک میکند قطعات بهصورت «فیتشده» به یکدیگر متصل شوند. این موضوع نهتنها سرعت مونتاژ را افزایش میدهد، بلکه احتمال خطا، لق بودن یا ناهماهنگی قطعات را کاهش میدهد. در برخی پروژهها، این ویژگی بهقدری مهم است که عملاً بدون برش لیزر، مونتاژ دقیق ممکن نیست.
کیفیت لبه برش و پرداخت نهایی
کیفیت لبه برش یکی از شاخصهای مهم در ارزیابی خروجی است. لبه باید صاف، بدون پلیسه شدید، با کمترین سوختگی و تغییر شکل باشد. در برخی موارد، مخصوصاً در ضخامتهای بالا یا متریال خاص، نیاز به پرداخت نهایی وجود دارد. این پرداخت میتواند شامل سنگزنی، سوهانکاری، برسکاری یا تمیزکاری سطحی باشد.
در سازههایی که ظاهر نهایی اهمیت دارد، کیفیت لبه و تمیزی برش اهمیت بیشتری پیدا میکند. در قطعاتی که جوشکاری خواهند شد، باید لبهها برای نفوذ مناسب جوش آماده باشند. همچنین در قطعاتی که برای مونتاژ دقیق یا کاربرد دکوراتیو استفاده میشوند، هرگونه زبری یا اعوجاج میتواند کیفیت کل کار را تحت تأثیر قرار دهد.
ایمنی در برش لیزر لوله و پروفیل
کار با دستگاه برش لیزر نیازمند رعایت کامل ایمنی است. پرتو لیزر، قطعات داغ، دود، ذرات معلق و گازهای کمکی همگی میتوانند خطرآفرین باشند. اپراتور باید از عینک ایمنی در صورت نیاز، سیستم تهویه مناسب، آموزش کار با دستگاه و رعایت استانداردهای عملیاتی بهرهمند باشد. همچنین مواد قابل اشتعال نباید در نزدیکی دستگاه قرار گیرند و سیستم اطفا یا توقف اضطراری باید همیشه فعال باشد.
از نظر مکانیکی نیز باید به ایمنی توجه شود. قطعات بلند و سنگین ممکن است در هنگام بارگذاری یا تخلیه خطرساز باشند. در نتیجه استفاده از تجهیزات بالابر، ساپورت مناسب و روشهای استاندارد جابهجایی ضروری است.
کنترل کیفیت بعد از برش
پس از اتمام عملیات، قطعات باید از نظر ابعادی و کیفی بررسی شوند. طول قطعه، محل سوراخها، زاویه برش، هممحوری، یکنواختی لبهها و نبود اعوجاج باید کنترل شود. در پروژههای حساس، استفاده از ابزارهای اندازهگیری دقیق مانند کولیس، گیج، زاویهسنج و سیستمهای اندازهگیری دیجیتال ضروری است.
اگر قطعات برای مونتاژ سری ساخته میشوند، حتی خطاهای کوچک نیز ممکن است در مراحل بعدی مشکلات بزرگی ایجاد کنند. بنابراین کنترل کیفیت فقط یک مرحله نهایی نیست، بلکه باید در طول فرآیند تولید نیز بهطور مستمر انجام شود.
کاربرد برش لیزر در تولید سفارشی
یکی از نقاط قوت این روش، توانایی بالا در تولید سفارشی است. وقتی پروژهای نیاز به ابعاد خاص، طرح غیرمعمول یا تعداد محدود دارد، استفاده از قالب یا ابزارهای سنتی ممکن است بهصرفه نباشد. اما برش لیزر میتواند بدون هزینه بالای ابزارسازی، قطعاتی با شکل خاص تولید کند. به همین دلیل در ساخت نمونه اولیه، پروژههای معماری، تجهیزات خاص، سازههای سفارشی و تولید کمتیراژ، این روش بسیار محبوب است.
جمعبندی
برش لیزر لوله و پروفیل یک فناوری بسیار مهم و کاربردی در صنعت فلزات است که دقت، سرعت، تکرارپذیری و آزادی طراحی بالایی ارائه میدهد. این روش برای انواع پروژههای سازهای، صنعتی، دکوراتیو و سفارشی مناسب است و میتواند بسیاری از مراحل وقتگیر و پرخطای روشهای سنتی را حذف کند. با این حال، موفقیت در این فرآیند به عوامل متعددی مانند کیفیت دستگاه، نوع متریال، تنظیمات برش، طراحی نرمافزاری، فیکسچر مناسب و کنترل کیفیت بستگی دارد. اگر این عوامل بهدرستی مدیریت شوند، برش لیزر لوله و پروفیل میتواند خروجیهایی بسیار دقیق، تمیز و قابلاعتماد تولید کند و نقش مهمی در افزایش کیفیت و بهرهوری ساخت ایفا نماید.



{kind=link}
{kind=link}
{kind=link}
Leave A Comment