

مقدمه
خم و برش ورق استیل، ورق استیل یکی از مهمترین و پرکاربردترین مواد در صنایع مختلف است که ویژگیهایی مانند مقاومت بالا در برابر خوردگی، استحکام مکانیکی مناسب و زیبایی ظاهری دارد. خم و برش ورق استیل از فرآیندهای اساسی تولید قطعات فلزی محسوب میشوند که به کمک آنها میتوان شکلهای متنوع و دقیق ایجاد کرد. به دلیل ویژگیهای ویژه استیل مانند سختی بالا و حساسیت به ترک، نیازمند تجهیزات و فناوریهای خاص است.
ویژگیهای ورق استیل مرتبط با خم و برش
ورق استیل معمولاً از آلیاژهای مختلف فولاد ضدزنگ ساخته میشود که مهمترین انواع آن شامل آستنیتی (گریدهای ۳۰۰)، فریتی، مارتنزیتی و دوتایی است. ویژگیهایی که روی خم و برش آن تاثیر میگذارند:
– استحکام کششی و سختی بالا
– شکلپذیری و ظرفیت خمکاری
– مقاومت در برابر حرارت و خوردگی
– ضخامت ورق (از 0.2 تا چند میلیمتر)
– پوششهای حفاظتی و سطح پرداخت شده
روشهای مرسوم برش ورق استیل
در زمینه برش ورقهای استیل، روشهای متعددی وجود دارد که هر کدام با توجه به ویژگیهای ورق مانند ضخامت، نوع آلیاژ و دقت مورد نیاز، به کار گرفته میشوند. از روشهای سنتی تا پیشرفتهترین تکنولوژیهای برش، موارد زیر به طور رایج استفاده میشوند:
الف- برش مکانیکی (قیچیکاری): این روش با استفاده از قیچیهای صنعتی مخصوص انجام میشود و بیشتر برای ورقهای نازک مناسب است. در این نوع برش، نیروی برشی زیادی لازم است و دقت بالایی باید در برش حفظ شود تا لبههای ورق صاف و بدون اعوجاج باقی بمانند.
ب- برش با اره: برش با انواع ارهها، مانند ارههای نواری یا دیسکی، برای قطعاتی با اشکال خاص و ورقهای ضخیمتر کاربرد دارد. این روش انعطافپذیری خوبی در برش شکلهای غیرمتقارن فراهم میآورد.
ج- برش با شعله (Oxy-fuel cutting): این روش معمولاً برای برش ورقهایی با ضخامت بالا و زمانی که دقت نهایی چندان اهمیت ندارد، استفاده میشود. شعله اکسیفول یکی از روشهای قدیمی و اقتصادی است که بر پایه سوزاندن فلز میباشد و تغییرات حرارتی قابل توجهی در ناحیه برش ایجاد میکند.
ادامه
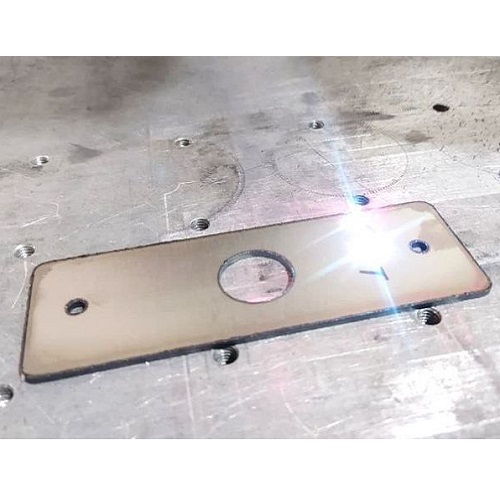
د- برش با لیزر: یکی از روشهای بسیار دقیق و مدرن برش ورق استیل محسوب میشود که باعث حداقل تغییرات حرارتی و اعوجاج در قطعه میگردد. این روش برای ورقهای با ضخامتهای مختلف از نازک تا ضخیم قابل استفاده است و کیفیت برش بسیار بالا است.
ه- برش با واترجت: در این روش از جت آب فشار بالا به همراه افزودنیهای ساینده استفاده میشود که قدرت برش بسیار مناسبی ایجاد میکند. این روش برای ورقهای ضخیم و همچنین مواردی که حساسیت به حرارت وجود دارد، بسیار مناسب است چون هیچ حرارتی ایجاد نمیکند.
ی- برش با پلاسمای: این روش ترکیبی از سرعت بالا و دقت متوسط است که عمدتاً برای ورقهای فولاد ضدزنگ با ضخامت متوسط کاربرد دارد. پرتو پلاسما فلز را ذوب کرده و برش را انجام میدهد که کیفیت برش نسبت به روش شعله بهتر است اما همچنان حرارت در ناحیه برش وارد میشود.
تجهیزات و روشهای خمکاری ورق استیل
خمکاری ورق استیل به دلیل ویژگیهای خاص این فلز نسبت به فولاد معمولی، نیازمند ماشینآلات و تکنیکهای دقیقتری است. خمکاری باید به گونهای انجام گیرد که از ترکخوردگی، شکست و تغییرات نامطلوب در ساختار ورق جلوگیری شود. برخی از تجهیزات و روشهای متداول خمکاری عبارتاند از:
الف- خمکاری با پرس برک: استفاده از پرسهای هیدرولیکی یا مکانیکی برای خمکردن ورق استیل با دقت بالا و کنترلشده.
ب- خمکاری با قالبهای W و V: این قالبها بیشتر برای ایجاد خمهای زاویهدار و دقیق به کار میروند و شکل هندسی خم را به خوبی حفظ میکنند.
ج- خمکاری غلطکی: به منظور ایجاد انحناهای شعاعی بزرگ و مقاطع قوسی شکل، ورق به وسیله غلطکها خم میشود که مناسب برای تولید قطعات با شعاع خم بزرگ میباشد.
د- خمکاری حرارتی: در مواردی که شکلپذیری ورق استیل پایین باشد، ورق قبل از خمکاری به طور کنترلشده گرم میشود تا امکان خم آسانتر و کاهش خطر ترک افزایش یابد.
ه- خمکاری CNC: این فناوری با دقت بسیار بالا امکان خمکاریهای پیچیده و تیراژ بالا را فراهم میکند، ضمن اینکه خطاهای انسانی را به حداقل میرساند.
پارامترهای حیاتی در خم و برش ورق استیل
برای دستیابی به کیفیت مطلوب در عملیات خمکاری و برش ورق استیل، علاوه بر انتخاب روش مناسب، باید به پارامترهای مهم زیر توجه ویژه داشت:
– زاویه خم و شعاع خم: انتخاب زاویه و شعاع مناسب که معمولاً شعاع خم حداقل برابر ضخامت ورق باشد، برای جلوگیری از ترکخوردگی و افزایش عمر قطعه حیاتی است.
– نیروی برش و خم: محاسبه دقیق و استفاده بهینه از نیرو، باعث کاهش هدررفت انرژی و افزایش کیفیت نهایی میشود.
– کنترل دما: به ویژه در برشهای حرارتی، کنترل دقیق دما ضرورت دارد تا از تغییر خواص مکانیکی و ساختاری در نواحی برش جلوگیری شود.
– سرعت برش و خمکاری: سرعت مناسب عملیات تأثیر مستقیمی بر کیفیت سطح و دقت ابعادی قطعه دارد و باید متناسب با ماده و ضخامت ورق تنظیم گردد.
– مراقبت از سطح ورق: ورق استیل به دلیل حساسیت بالای سطح آن، لازم است از خش افتادن، خوردگی و سایر آسیبهای سطحی در طی عملیات جلوگیری شود.
عیوب رایج در خم و برش ورق استیل
در فرایند خمکاری و برش ورق استیل، برخی عیوب متداول وجود دارند که میتوانند کیفیت نهایی محصول را تحت تأثیر قرار دهند. یکی از رایجترین مشکلات، ترکخوردگی ورق هنگام خمکاری است. که عمدتاً ناشی از افزایش تنشهای داخلی در ناحیه خم است. این ترکها ممکن است موجب کاهش مقاومت ساختاری قطعه شوند. علاوه بر این. پدید آمدن موج یا انحناهای ناخواسته در ورق به علت توزیع نامناسب نیرو یا ضخامت نامتوازن ورق از دیگر معایب شایع هنگام خم است.
همچنین خط افتادگی و خشهای روی سطح ورق اغلب بر اثر تماس ناصحیح ابزار یا برخورد با مواد خارجی رخ میدهد. که میتواند ظاهر محصول را کاهش دهد. در فرآیند برش. برشهای ناصاف و موجدار—به ویژه در روشهای مکانیکی و حرارتی سنتی—باعث کاهش دقت ابعاد و نیاز به عملیات تکمیلی میشوند.
علاوه بر این، تغییر رنگ در نواحی برش خورده به دلیل اثر حرارت و اکسیداسیون احتمالی، زیبایی ظاهری ورق را به چالش میکشد.
فناوریهای نوین در برش ورق استیل
با پیشرفتهای اخیر در حوزه فناوریهای صنعتی، روشهای برش ورق استیل به منظور افزایش دقت، سرعت و کیفیت گسترش یافتهاند. علاوه بر فناوریهای مرسومی مانند لیزر و واترجت، استفاده از فرآیندهای ترکیبی مانند پلاسما-لیزر و لیزر نیتروژن خنکشده مطرح شده است که با کاهش میزان اکسیداسیون سطح و حداقل کردن تأثیرات حرارتی، کیفیت برش را افزایش میدهند.
این روشها علاوه بر بهبود ظاهری، باعث حفظ خواص مکانیکی قطعات نیز میشوند. همچنین بهکارگیری سیستمهای کنترل نرمافزاری پیشرفته، امکان طراحی و برش دقیق قطعات با هندسههای پیچیده و حساس را فراهم میآورد. و خطای انسانی را کاهش میدهد و بهینهسازی فرایند را ممکن میسازد.
تأثیر نوع گرید استیل بر خمکاری و برش
استیلها با گریدهای مختلف دارای ویژگیهای فیزیکی و مکانیکی متفاوتی هستند. که بر روشهای خمکاری و برش آنها تأثیرگذار است. به طور مثال، استیلهای آستنیتی مانند 304 و 316 بخاطر انعطافپذیری و داکتیلیته بالاتر، امکان خم کاری آسانتر را فراهم میکنند، اما به دلیل حساسیت به حرارت، نیازمند مراقبت خاص در فرآیندهای برش حرارتی هستند. تا از تغییرات ناخواسته ساختاری جلوگیری شود.
در مقابل، استیلهای مارتنزیتی با سختی و شکنندگی بالاتر، فرآیند خمکاری دشوارتری دارند. و عمدتاً در بخشهایی استفاده میشوند که نیاز به مقاومت سطحی بالا و سختی بیشتر وجود دارد. بنابراین، انتخاب روش مناسب و تنظیم دقیق پارامترها مانند زاویه خم، سرعت و نیرو باید با توجه به نوع گرید استیل انجام شود تا بهترین نتیجه حاصل گردد.
راهکارهای کاهش عیوب هنگام خم و برش ورق استیل
برای کاهش عیوب رایج در خم و برش ورق استیل، استفاده از قالبها و ابزارهایی که به صورت تخصصی طراحی شدهاند. اهمیت بسیاری دارد. تنظیم دقیق زاویه و سرعت خم کاری به همراه بهرهگیری از روانکارهای صنعتی مخصوص میتواند از ایجاد ترک و موج جلوگیری کند. کنترل دقیق دمای فرایند و استفاده از تجهیزات با فناوری بهروز، باعث کاهش تنشهای حرارتی و تخریب سطح میشود.
همچنین انتخاب تیغه و ابزار برش مناسب با توجه به جنس و ضخامت ورق اهمیت دارد. انجام پیشتنظیمات مکانیکی و اجرای تستهای نمونهای قبل از تولید انبوه، راهی موثر برای تضمین کیفیت نهایی و شناسایی ایرادات احتمالی است تا از بروز مشکلات در حجم تولید جلوگیری شود.
اهمیت کنترل دقیق نیروی خم و برش
کنترل نیروی اعمال شده در فرایند خم و برش ورق استیل از اهمیت ویژهای برخوردار است. اعمال نیروی زیاد ممکن است منجر به صدمات سطحی مانند ترک و ایجاد تنشهای داخلی در ورق شود. در حالی که نیروی کم، قادر نخواهد بود تغییر شکل موردنظر را ایجاد کند. و موجب مشکلاتی همچون برش ناقص، خم شدگی ناخواسته و موجدار شدن سطح میشود. همچنین نیروی نامناسب باعث افزایش فرسایش ابزارها میشود. و طول عمر تجهیزات را کاهش میدهد.
بنابراین استفاده از ابزارهای دقیق برای اندازهگیری و تنظیم نیروهای لازم در ماشینآلات پرس و برش الزامی است. تا علاوه بر حفظ کیفیت محصول، بهرهوری فرایند نیز افزایش یابد و هزینههای تعمیر و نگهداری کاهش یابد.
کاربردهای صنعتی خم و برش ورق استیل و اهمیت دقت فرایند
صنایع خودروسازی، صنایع غذایی، پزشکی، لوازم خانگی و ساختمانسازی از عمده مصرفکنندگان ورق استیل خم و برش خورده هستند. در هر کدام معیارهای کیفیت اختصاصی بسیار مهم است. مثلا در پزشکی و صنایع غذایی، نظافت سطح و دقت ابعادی بسیار حیاتی است. پیشرفت فرایندها باعث شده هزینههای تولید کاهش یافته و کیفیت محصولات افزایش یابد که اثر مستقیم روی بازار و رقابتپذیری دارد.
جمعبندی
خم و برش ورق استیل فرایندهای کلیدی و پیچیده در صنعت فلزات هستند. که علاوه بر انتخاب صحیح تجهیزات، نیازمند دانش دقیق مواد، پارامترهای بهینه فرایند و کنترل کیفیت دقیق میباشند. فناوریهای نوین این امکان را فراهم آوردهاند که محصولات با دقت بالا و عمر مفید طولانی تولید شود. شناخت کامل خواص استیل، نوع گرید و محدودیتهای خم و برش، کلید موفقیت در تولید قطعات باکیفیت و مقرون بهصرفه است.



{kind=link}
{kind=link}
{kind=link}
Leave A Comment